

- 暂时还没有文章
汽机冷油器/并联串联管式冷油器问题分析与改进措施,针对发电厂汽轮机冷油器存在的切换困难和回水室管板漏油的问题,分析了产生问题的原因,提出并实施了若干技术措施,例如改进冷油器换向阀的切换手柄和阀杆连接销、加装冷油器放气隔离阀和采用异型的密封圈来密封冷油器回水室管板等,成功解决了冷油器运行中的切换困难和回水室管板漏油的问题,满足了汽轮机冷油器长期安全运行的要求。
汽轮机冷油器的作用是冷却润滑油,在汽轮发电机机组运行过程中,汽机冷油器能保持轴承的进口温度处在正常范围内。发电有限公司300MW和600MW机组主机闰滑油冷油器在运行中频繁出现冷油器回水室管板漏油、在切换过程中出现因切换手柄与阀杆连接销断裂而导致冷油器切换操作失败的共性缺陷。为此,分析了导致冷油器故障频发的原因,提出了相应的技术改进措施,对冷油器的运行维护和设计制造有-定的借鉴意义。
管式冷油器设备结构发电有限公司1、2号300MW机组和5、6号600MW机组汽轮机由上海汽轮机厂生产,主机闰滑油冷油器是该厂的配套产品,为双联管式冷油器,立式布置,通过换向阀进行切换,充油阀使备用冷油器始终充满油,可避免换向时轴承闰滑油瞬时中断。汽机冷油器由壳体、水室、回流室、管束、进水管板、回流管板等组成。管束两端的管板(进水管板和回流管板)与壳体间采用的是O型圈密封,在回流管板外圆上有一个密封衬垫。换向阀由三通阀体、上下阀盖、半圆阀芯、阀杆、手柄、手轮、阀杆衬套、阀杆衬套与阀盖的密封件等构成(见图1)。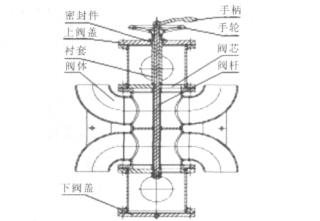
2汽轮机冷油器存在问题的原因分析及改进措施
2.1双联汽轮机冷油器切换困难的原因分析及改进措施
安装于2台冷油器之间的主机冷油器换向阀供切换之用。在管式冷油器切换前,打开充油阀向备用冷油器充油,通过回油管路上的观察窗观察是否有油流动,验证其已充满之后,操作换向阀实现汽机冷油器切换。但运行人员按照上述步骤操作,却未能实现主机并联串联管式冷油器切换操作。
根据操作原理,打开充油阀向备用冷油器充油,在验证其已充满之后,关闭备用冷油器放气管道上的隔离阀,使备用冷油器内的油压增加到接近运行冷油器的油压,以实现换向阀操作的无差压切换。但检查系统后发现,管式冷油器回油箱的管道上没有安装放气隔离阀。这样当打开充油阀向备用冷油器充油时,在流油动压的作用下,运行冷油器与备用冷油器之间有较大的动压差作用在换向阀上,增加了实现切换操作的阻力矩,导致切换操作的失败。
在2台管式冷油器放气管路上加装放气隔离阀,加装后解决了运行中冷油器切换困难的问题。
2.2切换手柄与阀杆连接销断裂的原因分析及改进措施
分析主机并联串联管式冷油器在切换时,因切换手柄与阀杆连接销断裂导致操作失败的原因,主要有两个方面的因素:在切换前由于备用冷油器充油的流速较大,导致在工作冷油器和备用冷油器之间存在较大的压差,切换过程需克服的外力增加;切换手柄与阀杆连接销的强度低于切换手柄的转动力矩,导致销子剪断。
改进措施:手柄与阀杆的连接销增大直径。在汽机冷油器切换时,观察到备用汽机冷油器放气观察窗有油流出后关闭放气隔离阀,使汽机冷油器切换变得容易。
2.3管式冷油器回水室管板漏油
管式冷油器回流室密封原理:汽机冷油器回流室和冷油器壳体之间采用密封衬垫―――铜垫床,将上面的油室和下面的水室分隔开来。铜垫床水平中分面对称分布,在铜垫床的上下各配置一个O型密封圈,起到上封油、下封水的作用。油侧密封靠O型密封圈的两侧面密封,内侧密封管束,外侧密封壳体(见图2)。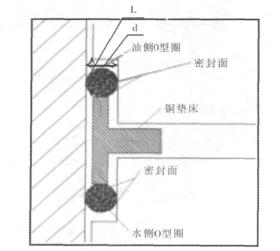
图2原回水室管板密封形式
以1、2号机主机冷油器为例,回流室底部管板密封面的高度为13mm,铜垫床由于其凸肩的限制,进入管板密封面的大深度为3.25mm,O型密封圈规格为φ595×6,因此总密封起始高度为9.25mm,意味着径向有3.75mm的空隙,这说明铜垫床只起到对密封圈的限位作用,不能起到密封的作用,正常运行时靠油压将O型密封圈与铜垫床贴紧。
这样的密封设计有它的优点:当单侧发生渗漏时不会发生油水窜流,如油侧发生渗漏时,油就会通过O型密封圈的1个或2个侧面从铜垫床的上侧向外渗漏。但是该密封设计也有其缺点:由于橡胶的热胀冷缩性,尤其在机组启动、停运、气温变化明显时,泄漏缺陷发生更加频繁。
在汽机冷油器抽芯及吊装过程中,管束与冷油器壳体要同心,这点很重要,否则不仅会导致管束与壳体碰擦出拉痕,而且还会造成管束与壳体两侧间隙不等;这两个因素都将导致O型密封圈密封不严而漏油,尤其在温差大的工况下更容易发生。5号机组在检修中发现有0.3mm左右偏心,但要调整过来极为困难。同时因为底部端盖安装位置狭窄,所以更换O型密封圈、安装端盖不方便,O型密封圈在被铜垫床挤入时,O型密封圈边缘往往会产生破损,并且无法检查。厂家提供的5号机组主机冷油器回水室O型密封圈φ=7.1mm,而现场测量的结果是:管束与壳体的间隙d=6mm左右,上侧台阶至铜垫床L=10mm左右。由于高度L和O型密封圈直径相差较多,所以收紧法兰螺栓增大紧力后,不能使O型密封圈压紧变形。在机组启动、停运过程中,因油压波动、温度变化产生O型密封圈移动、热胀冷缩,将导致回水室管板泄漏。
综上所述,管式冷油器回水室管板容易发生泄漏主要是由于设计存在缺陷所致,因此要对整个密封方式进行改进比较困难。而改变O型密封圈的尺寸、增加密封面的紧力是方便可行的。根据测量出的尺寸和存在的偏心,采用经过加工的异型密封圈以替代厂家提供的O型密封圈(见图3)。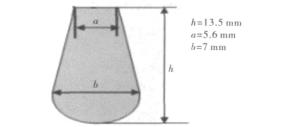
图3管式冷油器现场改造后的异型密封圈
新设计的异型密封圈高度h大于台阶至铜垫床的间距L,收紧管板螺栓后可以使密封圈径向受力压紧,横向进一步膨胀变形,因此能提高密封效果。同时,在现场安装结束后,测量铜垫床外沿与冷油器回水室端盖和冷油器壳体法兰间还存在约1.5mm的间隙,如以后发生渗漏还可以通过继续收紧法兰螺栓进行处理。
5号机组主机并联串联管式冷油器回水室的O型密封圈经过改进后未发生泄漏。于是,对1、2、6号机组也相应作了改进,成功地解决了管式冷油器回水室管板泄漏的缺陷。
管式冷油器是汽轮机润滑油的冷却装置,根据电厂的实际运行情况对其进行针对性的改造,不仅对汽轮发电机机组的长周期可靠运行有益,而且对节能降耗、减少检修维护工作都具有深远的意义,成功的现场改造经验将对设备制造厂产品技术改进有借鉴作用。